想要探索数控等离子切割机国产光纤激光切割机价格源头工厂的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:重庆城口数控等离子切割机国产光纤激光切割机价格源头工厂的图文介绍
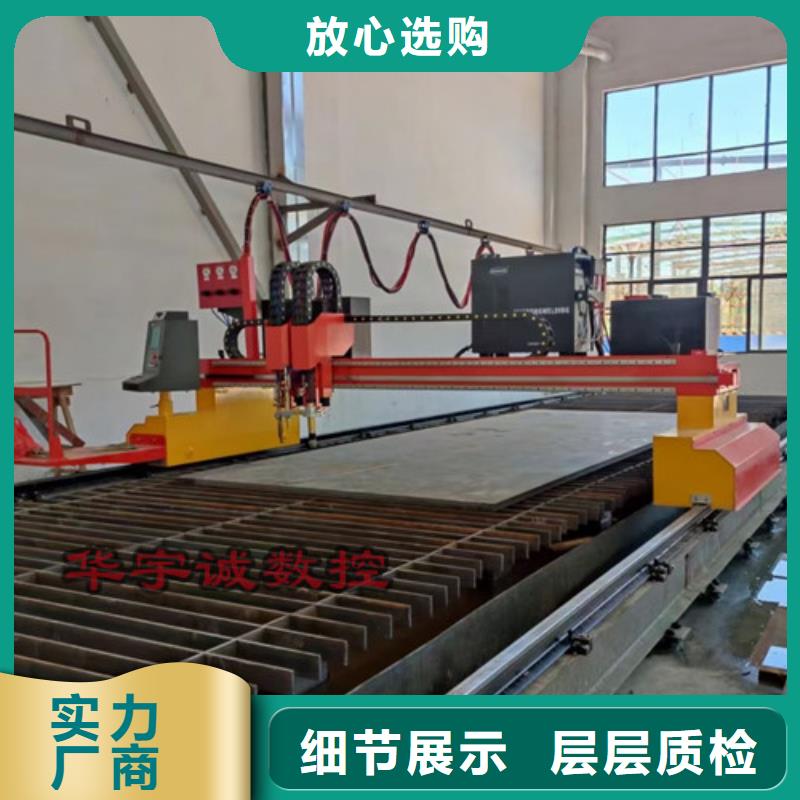
华宇诚数控科技(重庆市城口县分公司)位于 光纤数控激光切割机之都重庆城口— 光纤数控激光切割机产品面向全国销售,产品销往本地及全国各地,尤其在湖北、湖南、河南、河北、广东、广西、四川、贵州、安徽、江西、陕西等20多个省市占有一定的市场,并出口中东、东南亚等多个和地区。


数控等离子切割机切割速度和电源之间的关系我们都知道目前市场上的数控火焰切割机的切割厚度范围为6-200mm,而数控等离子切割机的切割厚度去取决于与之相匹配的等离子电源的大小。因此我们可以将数控等离子切割机的速度与等离子电源选择直接挂钩,或者换个角度来理解就是,如果企业希望提高数控等离子切割机的生产加工效率,更换等离子电源将是为经济和直接的手段。数控等离子切割机速度和电源之间的关系表现在以下几三个个方面:1、等离子切割机的型号,此型号一般为等离子切割机输出电流大小,例如40A、60A、100A、200A等。根据机型功率的大小不同,选择的切割电流大小不同,切割速度也不尽相同,以上你给出的数据没有说明你选的是什么品牌及型号的等离子切割机,所以无法给出详细的数据;2、切割工件的材质不同,根据不同的切割材质,切割速度也不同,常见的切割材料:碳钢、不锈钢切割速度较快、铸铁稍慢、其次是铝、慢的是铜,因为铜和铝比较难切,切割速度比前两种要慢得多,而且同等功率的等离子切割铜和铝材时切割厚度比不锈钢、碳钢要小得多。3、切割现场输入电压的大小,一般工厂电源电压为交流380V,但由于各工厂现场的情况不同,一般电压在365V到410V之间波动(当然甚至有的地方相差更大),因此输入电压也是影响切割速度的一个因素。企业如果觉得数控等离子切割机的切割速度满足不了自己的需求时,多半是等离子电源出了问题。我们在选择数控等离子切割机时,一定要选择适合自己生产需要的等离子电源,否则就会出现事倍功半的现象。



数控等离子切割机气冷式割炬使用注意事项操作人员在使用数控等离子切割机时,都会根据切割板材的厚度来选择合适的割炬,等离子切割割炬分为风冷式和水冷式,风冷式割炬也叫做气冷式割炬,比较常用于加工10mm以下的不锈钢、碳板等金属板材,工作原理大致上是经过空气的自然冷却来使得割炬表面温度降低从而可以长期使用。因冷却方式的不一样,使用寿命普遍偏低。1.割炬里的电极,位于中心的铪丝如果烧损范围在2.5--3mm,就需要换上一个新的,值得注意的是电极需要放置冷却或者是拿压缩空气吹至常温,不然电极基座会受到热膨胀发腻较紧,旋松时切记勿用太大力,不然极易损坏电极基座。另外,电极,喷嘴在更换前需要检查内部是否有有杂质,应清理干净后使用。2.在正常运用过程中,如果听见“吓”的响声,弧光发红,弧碴上窜,应立即停止操作,此刻电极、喷嘴已损坏,强继续使会损坏割炬,有必要替换电极、喷嘴后方可继续使用。3.气冷型割炬操作运行时电流不得大于其额定电流,超过的话越则易损坏割炬。4.替换电极、喷嘴时有必要关断主机电源,割炬未装电极、喷嘴时不能按下割炬开关。5.用压缩空气有必要进行干燥清洗。因水气、油污易导电,电极上产生螺旋黑纹,阐明水气、油污过多,使电极、喷嘴内部拉弧短路,极易损坏割炬,又不能正常运作。6.割炬中的电极、喷嘴在运用过程中不能松动,电极须用专用扳手旋紧,每次运用前有必要检查,见有松动随时用专用扳手旋紧,但不能运用活络扳手之类的东西。



数控火焰等离子切割机的功能及优势:数控切割设备的两大分类中,火焰切割机与等离子切割机目前在国内市场均有相当多的终端用户,对于企业来说,选择采用数控切割方式除了提高生产加工效率外,更多的还在于节约生产成本,具体到数控火焰、等离子切割机上来看,则可以归结为人工成本、生产成本等多个方面,为了让更多的用户能了解数控火焰、等离子切割机的功能优势,以下将主要就此方面情况予以简单说明:一、等离子切割介绍等离子切割是利用高温在喷嘴处喷射出来的高速气流离子化,从而形成导电体。当电流通过时,该导气流即形成高温等离子电弧,电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子气流的动力排除熔融金属以形成切口的一种加工方法。利用环形气流技术形成的细长并稳定的等离子电弧,保证了能够平稳且经济地切割任何导电的金属。数控切割机厂家直销!图片经过多年的探索,等离子技术得到了长足的发展。近的进展是通过加大功率来加快数控等离子切割机速度,同时提高切割质量。图片二、火焰切割介绍火焰切割是老的热切割方式,其切割金属厚度从1毫米到1米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。


数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。









 扫一扫
扫一扫