文字描述虽好,但视频更能直观展示批发201不锈钢螺旋管的厂家产品的每一处细节。
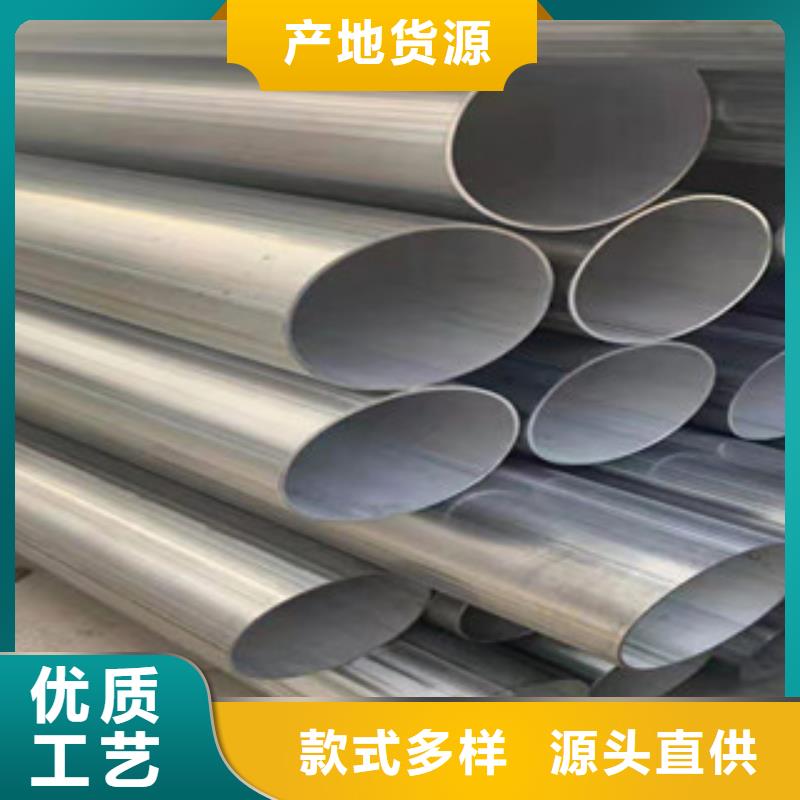
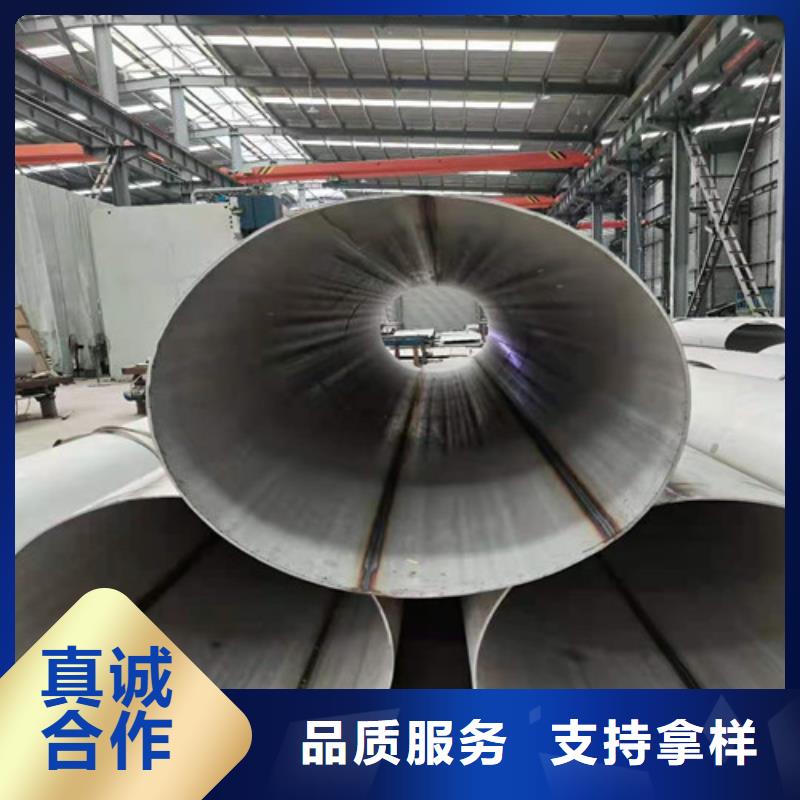
以下是:大庆让胡路批发201不锈钢螺旋管的厂家的图文介绍

福伟达管业(大庆市让胡路区分公司)位于经济技术开发区,主营行业是 304不锈钢管。我们始终坚持诚信和让利于客户,坚持用自己的服务去打动客户。您如果对我们的 304不锈钢管产品感兴趣的话,可以直接在线提交采购信息。欢迎各界朋友莅临参观、指导和业务洽谈。


自6月中旬国内316L不锈钢管日均产量创下历史新高之后,钢厂的生产热情持续维持高位,钢铁重镇唐山地区钢厂开工率回升至88.65%。6月份以来,受到进口矿等原料的走低,钢厂盈利空间有所好转,在前期大亏之下,钢厂生产短期内骑虎难下,一方面是资金压力逼迫其不得不维持旺盛的生活活动维持向银行借款,另一方面则希望借低原料成本扩大边际盈利而维持高产,另外,钢厂认为在为刺激措施、央行货币政策向偏松调整的迹象渐明,楼市传统的上半年淡、下半年热的格局还将延续,开发商此前大量购进的土地在下半年会大范围开工,中远期需求预期依然较好,整体钢材需求维持增长的可能性较大。节前价格并未出现上涨行情,不过市场减产,使得近期供应持续下降,节前没有冬储,节后需求必然会逐步好转,加上节后归市,市场按照往年惯例都会出现一波拉涨行情。重要的原因就是,当前316L不锈钢管价格低位,但存本依旧高位震荡,所以市场利润空间微博,考虑到存本因素,年前国内价格不会再继续下跌,同时为年后的上涨留下伏笔。在大力环保与淘汰落后产能情况下,行业产能释放或会稍微放缓,产量会继续受到影响,行业自身转型升级步伐将继续有力加快推进,因此,在钢厂内部库存不断上升的情况下,其仍无明显减产意愿,表明未来一段时间钢材供应依旧高位,只是库存压力继续由市场向钢厂内部转移的迹象明显。总的来说,5月份因为为刺激项目处于启动初期,而南方地区雨季也将继续影响建筑钢材的消化,短期内实际钢材需求增长有限;且行业内外资金压力不减,进口矿等原材料低位难以支撑,就此,我们认为,316L不锈钢管多方因素偏弱的制约下,5月中下旬国内钢价还将继续弱势震荡,不排除短期的阶段性反弹行情出现。



中国目前从PPR塑料管到不锈钢管都处于过剩状态。随著人们生活水平和意识的提高,越来越多的人开始认识到水环境对的重要性,这是塑料管材的2-3倍,尽管这比管材贵。其环保的特点是其它管路无法超越的。总成本和塑料管道一样,甚至比某些塑料管道的性价比更高,更符合人体的卫生管道也将慢慢进入中国成千上万的家庭。 由于中国工业水平的不断提高,越来越多的工厂有较强的生产能力,很多企业都能独立生产无缝管。其中,不锈钢管是钢管的重要型材。但这种钢管可以分为各种类型,那么304不锈钢管的分类方法是什么呢?哪种类型可以根据不同的分类方法进行分类? 种常用的分类方法是根据截面形状进行分类。我们所说的截面形状也可以理解为截面形状。一般而言,按这种方法,不锈钢管可以分为圆管和异形管,而成型管可以分为许多不同的类型,常见的是矩形管和钻石管。另外,方管和椭圆管也很常见,当然还有其它杂乱形状的管子。 另外,可以按材料分类。尽管钢管是用不锈钢做的,但不锈钢有很多种,包括普通碳钢,合金钢管和不锈钢管。这些特点各不相同,适用于不同的场景。所以在购买这种钢管的时候,一定要充分了解它们。 有很多种不锈钢管分类。他们还可以根据他们的用途来分类。还可以根据生产方法对其分类。现在一般采用九种分类方法。每种分类方法都可用。这类钢管分类清楚,分门别类。各种型号的钢管用途各异,使用时应选择合适的钢管型号。







 扫一扫
扫一扫