想要更直观地感受弯管,O型弯管销售的是诚信产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:漯河舞阳弯管,O型弯管销售的是诚信的图文介绍


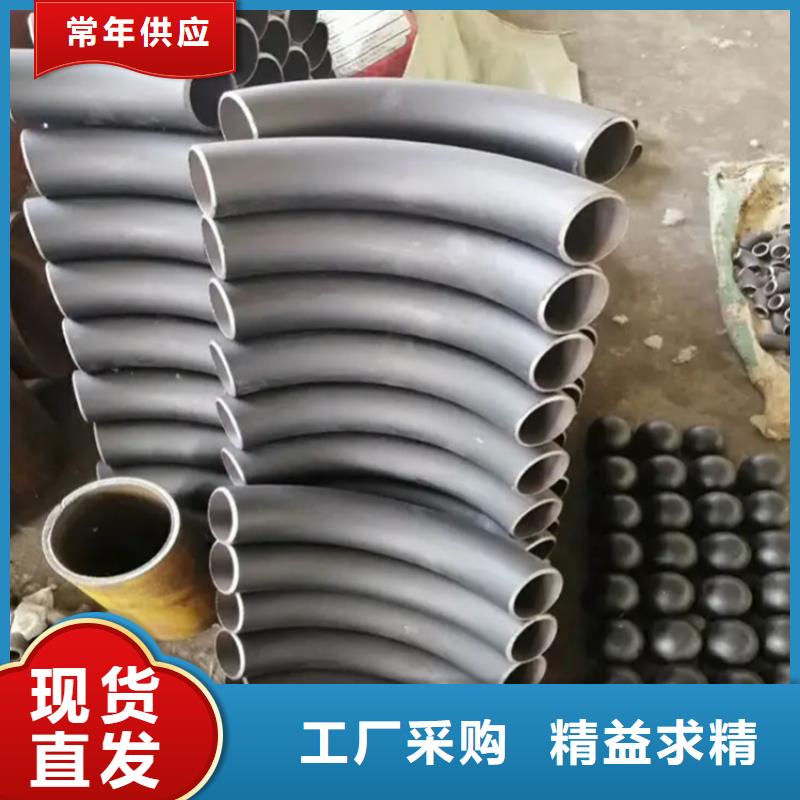
弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及. 弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈... 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。[ 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉...[展开] 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。



弯管分类: 1、以材质划分: 碳钢:ASTM/ASME A234 WPB、WPC 合金:ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP911、15Mo3 15CrMoV、 35CrMoV 不锈钢:ASTM/ASME A403 WP 304-304L-304H-304LN-304N ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H 低温钢:ASTM/ASME A402 WPL3-WPL 6 高性能钢:ASTM/ASME A860 WPHY 42-46-52-60-65-70 铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,PVC,PPR、RFPP(增强聚丙烯)等。 铝合金 3003,6061,铜,紫铜,黄铜 2、以制作方法划分可分为推制、压制、锻制、铸造等。 3、以制造标准划分可分为国标、电标、船标、化标、水标、美标 、德标、日标、俄标等。 4、按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D;短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)。 5、若按压力等级来分:大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中常用的是STD和XS两种。

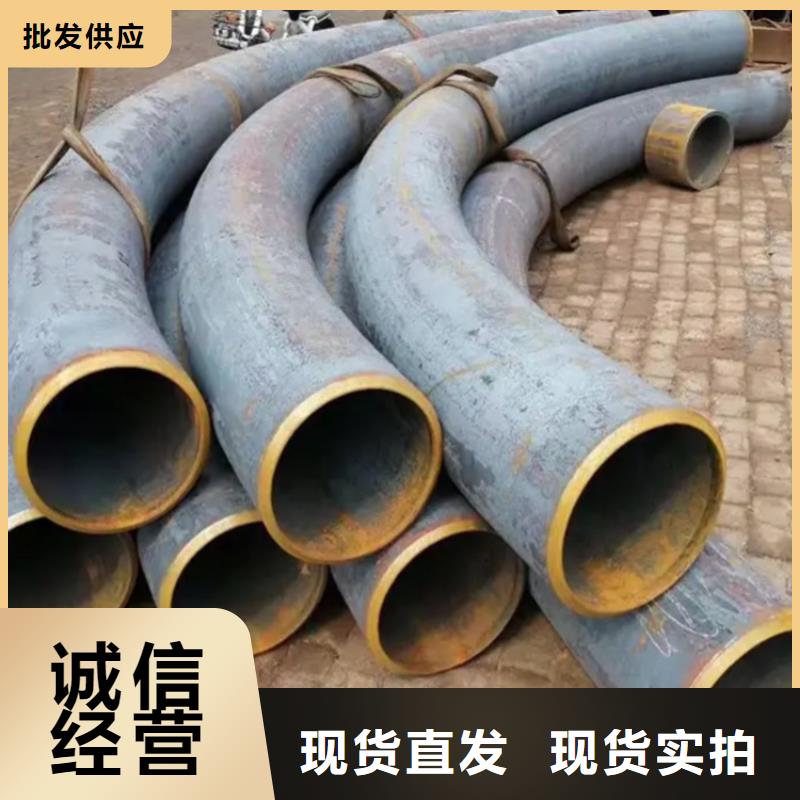
弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。 弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。 弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。 这样就可以将板材弯曲成所需要曲率的圆柱面、曲率较小的双曲面以及圆锥面,弯管的压下辊一端可直接升起,这样便于卸出工件,产品的另外还会有四辊以及多辊卷板机。 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。


采购弯管时如何鉴别其质量。在日常生活中,人们经常使用弯管,如弹簧、U形管、锁自行车的栏杆以及部分下水管道等,这些产品在装配时没有使用弯管是不行的,但制造高质量的弯管也有不小的困难,因为其弯曲部位在生产时很容易受力不均,因此产品的厚度会有所不同。 采购弯管时如何鉴别其质量 弯管的制作在制作过程中会克服哪些困难? 当采用弯管作法时,其制造管件的尺寸越小,制造难度就越大,而且在生产中很容易使圆管出现截面变椭圆的现象,这种情况的发生主要是由于加工机械技术落后。 零件的制造是通过机器挤压的方式进行的,当零件离开机器时,由于外力挤压而变形的零件会产生一定的回弹。这样可以使产品角度有所改变,这种改变不明显,但在与其它管件组合后,其承受能力会下降。 如何制作高质量的弯头。 由于目前某些生产方法很难保证所有产品都符合标准,所以所有的弯管再制造后,或多或少都会存在一些小问题。由于管件制造后的质量检验只能通过切割管件来检验。 因此要检验弯管质量,必须通过光学检测才能完成。该方法是将管件扫描成像,然后根据上传的标准数据与制造成品进行数据比对,通过计算,判断产品与标准数据之间是否存在较大的偏差。 这样的探测方法非常直观,监测的数据也非常。能很好地保证产品质量。



航萧管件(漯河市舞阳县分公司)拥有研发中心和 弯管产品质量检测中心,并与全国十几家科技设计单位、大专院校建立了密切的协作关系。 弯管产品营销网络遍布全国,在北京、广东、内蒙、江苏、湖北、山东等地区设有分公司和直销仓库。新的世纪,航萧管件(漯河市舞阳县分公司)以雄厚的经济技术实力,优良的 弯管产品品质,追求客户满意服务的经营理念,铸造中国 弯管新形象。公司董事长携全体员工愿与海内外朋友真诚合作,共绘宏伟蓝图,共创辉煌!


全自动弯管机应用防皱模有哪些关键点? 在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。 水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。 应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。 防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。 防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。 在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。 那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!








 扫一扫
扫一扫